
 Heim
Heim





Flanschband, Großwinkelförderer,
Produktbeschreibung 1. Bei dieser Produktserie handelt es sich um eine kontinuierliche Förderanlage für Schüttgüter für
Senden Sie Ihre AnfrageBESCHREIBUNG
Basisinformation.
| Zustand | Neu |
| Einstellbar oder nicht | Einstellbar |
| Kann angepasst werden | Anpassbar |
| Transportpaket | Schiffstransport |
| Spezifikation | 100cm*100cm |
| Warenzeichen | zhonggang |
| Herkunft | Kette |
| HS-Code | 8428320000 |
| Produktionskapazität | 50 Maschinen ein Jahr |
Produktbeschreibung
Produktbeschreibung 1. Bei dieser Produktserie handelt es sich um eine kontinuierliche Förderanlage für Schüttgüter für den allgemeinen Gebrauch, es wird jedoch ein Förderband mit Wellenschutz und Quertrennwand verwendet. Daher eignet es sich besonders für die Förderung in großen Winkeln.2. Diese Produktserie kann in großem Umfang in der Metallurgie, Elektrizität, Kohle, Baustoffe, Chemie, Leichtindustrie, Getreide, Hafen, Schifffahrt und anderen Industrien in der Arbeitsumgebung von -25 °C bis +40 °C eingesetzt werden und einen Massenanteil von 0,5 fördern -2,5 t/m³ aller Arten von Schüttgütern. 3. Für den Transport von Materialien mit besonderen Anforderungen, wie zum Beispiel: hohe Temperaturen, Säuren, Laugen, Ölsubstanzen oder organische Lösungsmittel und andere Bestandteile des Materials, muss ein Spezialgerät verwendet werden Seitenförderband.4. Der Transportwinkel kann beliebig im Bereich von 0° bis 90° liegen, die maximale Partikelgröße des Fördermaterials beträgt 400 mm.
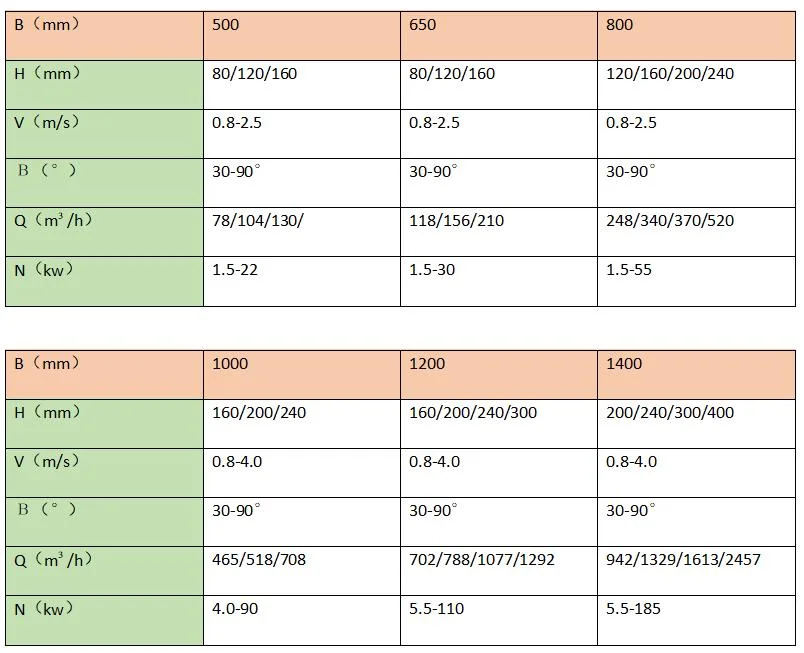
Technische Parameter
Bandbreite – B Rippenhöhe – H Bandgeschwindigkeit – V Neigungswinkel – β Maximaler Durchsatz – Q Leistung – N
Um bessere Empfangs- und Entladebedingungen zu erreichen, wird empfohlen, die Maschine in der „S“-Anordnung zu verwenden, d. h. es gibt einen oberen horizontalen Abschnitt, einen unteren horizontalen Abschnitt und einen Entladeabschnitt. Das Material wird im unteren horizontalen Abschnitt aufgenommen und im oberen horizontalen Abschnitt abgeführt. Der obere horizontale Abschnitt und der geneigte Abschnitt sind durch einen konvexen Bogenrahmen verbunden. Der konkave Bogenrahmen ist zwischen dem Startabschnitt und dem geneigten Abschnitt verbunden, um den sanften Übergang des Förderbandes mit wellenförmiger Rippe zu realisieren. Siehe Abbildung 1-2 „S“-Anordnung mit einem Förderwinkel der Ausrüstung <90°. Es gibt verschiedene Grundrisstypen für geneigte Abschnitte, die bei Gebäuden mit geneigten Abschnitten mit Beinen (Korridorstrukturtyp) installiert werden können. Wenn kein Korridor vorhanden ist, kann der Rahmentyp mit großer Spannweite verwendet werden. Es kann auch ein einfacher Grundkanaltyp verwendet werden. Und kann entsprechend der Notwendigkeit einer Dichtungsabdeckung oder einer Regenabdeckung angeordnet werden: 1 – Spannvorrichtung 2 – Heckrahmen 3 – Umkehrtrommel 4 – Führungsrutsche 5 – Kissenwalze 6 – Umkehrdruckrad 7 – Leerraumreiniger 8 – Konkaver Bogenrahmen 9 - Umkehren der Walze 10 - Band 11 - Vertikale Rolle 12 - Mittelrahmen 13 - Beine 14 - Mittelrahmen 15 - Oberwalze 16 - Riemenwalze 17 - Konvexe Bogenwalze 18 - Konvexer Bogenrahmen 19 - Schlagen Sie den Reiniger 20 - Kopfstütze 21 - Antriebstrommel (und Antrieb) 22- Kopfschutz 23- Kopftrichter




Warenpräsentation
Betrieb und Debugging
1, der feste Förderer sollte gemäß der angegebenen Installationsmethode fest installiert werden. Bevor das mobile Förderband offiziell in Betrieb genommen wird, sollten die Räder mit Dreiecksholz verkeilt oder mit Bremsen gebremst werden. Um zu vermeiden, dass Sie während der Arbeit laufen müssen, sollte bei mehreren parallel arbeitenden Förderbändern ein Kanal von einem Meter zwischen der Maschine und der Maschine und der Wand vorhanden sein.
2. Überprüfen Sie vor der Verwendung des Förderers, ob die Bedienteile, die Bandschnalle und die Lagervorrichtung in Ordnung sind und ob die Schutzausrüstung vollständig ist. Die Straffheit des Bandes muss vor Beginn auf das entsprechende Maß eingestellt werden.
3, das Förderband sollte ohne Last starten. Warten Sie vor dem Füttern auf den Normalbetrieb. Keine Fütterung vor der Fahrt. 4. Wenn mehrere Förderer in Reihe laufen, sollten sie am Entladeende beginnen und nacheinander starten. Nach all dem normalen Betrieb kann gefüttert werden.
5, im Betrieb des Bandabweichungsphänomens, sollte angehalten und angepasst werden, nicht zur Verwendung gezwungen werden, um die Kante nicht zu verschleißen und die Belastung zu erhöhen.
6, die Arbeitsumgebung und die Temperatur des zu versendenden Materials dürfen nicht höher als 50 °C und nicht niedriger als -10 °C sein. Materialien mit sauren und alkalischen Ölen sowie organischen Lösungsmitteln dürfen nicht transportiert werden.
7. Auf dem Förderband sind weder Fußgänger noch Passagiere gestattet.
8, bevor Sie anhalten, müssen Sie den Vorschub stoppen und so weiter, um das Material vor dem Anhalten zu entladen.
9, Fördermotor muss gut isoliert sein. Mobile Förderkabel ziehen und schleifen nicht. Der Motor muss zuverlässig geerdet sein.
10. Um Unfälle zu vermeiden, ist es strengstens untersagt, den Gurt mit der Hand zu ziehen, wenn der Gurt durchrutscht.
Ursache der Abweichung
Wenn es während des Gebrauchs zu Abweichungen kommt, sollten die folgenden Kontrollen durchgeführt werden, um die Ursache zu ermitteln und Anpassungen vorzunehmen. Bei Abweichungen von Förderbändern werden häufig folgende Teile und Behandlungsmethoden überprüft:
(1) Überprüfen Sie den Grad der Nichtübereinstimmung zwischen der Quermittellinie der Rolle und der Längsmittellinie des Förderbandes. Wenn der Nichtübereinstimmungswert 3 mm überschreitet, sollte er mithilfe der langen Befestigungslöcher auf beiden Seiten des Spannrollensatzes angepasst werden. Die spezifische Methode besteht darin, auf welcher Seite des Förderbandes sich die Seite des Rollensatzes vorwärts in Richtung des Förderbandes bewegt oder welche Seite sich zurückbewegt.
(2) Überprüfen Sie den Abweichungswert der beiden Ebenen der Lagersitze für die Montage des Kopf- und Heckrahmens. Wenn die Abweichung zwischen den beiden Ebenen größer als 1 mm ist, sollten die beiden Ebenen in derselben Ebene angepasst werden. Die Einstellmethode der Kopftrommel ist: Wenn das Förderband auf die rechte Seite der Trommel läuft, sollte sich der Lagersitz auf der rechten Seite der Trommel nach vorne oder der linke Lagersitz nach hinten bewegen; Wenn das Förderband auf die linke Seite der Trommel abweicht, sollte der Lagersitz auf der linken Seite der Trommel nach vorne oder der rechte Lagersitz nach hinten verschoben werden. Die Einstellungsmethode der Hecktrommel ist genau das Gegenteil der Kopftrommel.
(3) Überprüfen Sie die Position des Materials auf dem Förderband. Das Material ist nicht auf dem Querschnitt des Förderbandes zentriert, was dazu führt, dass das Förderband abläuft. Wenn das Material nach rechts läuft, läuft das Band nach links und umgekehrt. Bei der Verwendung sollte das Material möglichst zentriert sein. Um eine solche Förderbandabweichung zu reduzieren oder zu vermeiden, kann die Prallplatte hinzugefügt werden, um die Richtung und Position des Materials zu ändern.
Wartungsauftrag für Transportsysteme
Um Ausfällen vorzubeugen, sind die Wartung und Stichprobenkontrolle der Förderkette unabdingbar:
1. Regelmäßig Schmieröl verabreichen;
2. Bestimmung der Kettenlängung (Bestimmung der Gesamtdehnung des Zugteils, Beurteilung der Gesamtlänge und Dehnung der Kette, Bestimmung der Teilung);
3, Stichprobenrollen- und Schienenverschleiß, Verformung.



